
Fortschrittliche Werkstoffwissenschaft
Im Kern jedes Venn-Laufrads liegt eine präzise konstruierte Verbundstruktur, geboren aus rigoroser Materialauswahl und modernster Forschung.
Für Leistung konstruiert, für Langlebigkeit gebaut
Unser Materialansatz wird von ingenieurtechnischen Grundlagen bestimmt, nicht von Marketingtrends. Wir wählen und kombinieren Fasern und Harze, um spezifische Leistungsziele zu erreichen – als Balance aus Steifigkeit, Festigkeit, Schlagfestigkeit und langfristiger Haltbarkeit. Das Ziel ist nicht, einfach das „neueste“ Material zu verwenden, sondern die richtigen Materialien auf die richtige Weise einzusetzen, um das bestmögliche Laufradsystem zu schaffen.
Carbonfaser-Technologie
Wir verwenden eine sorgfältig ausgewählte Mischung hochwertiger Toray-Carbonfasern, die jeweils aufgrund ihrer spezifischen Eigenschaften gewählt und strategisch im Felgenlaminat platziert werden:
- Toray T700S: Bietet hervorragende Schlagfestigkeit und Zähigkeit, entscheidend für die Bewältigung unerwarteter Stöße.
- Toray T800: Das Arbeitspferd für die primären Strukturlagen, mit einer hervorragenden Balance aus hoher Festigkeit und Steifigkeit.
- Mitsubishi MR40J: Eine hochmodulige Faser, die strategisch eingesetzt wird, um die Steifigkeit in kritischen Bereichen zu erhöhen, ohne übermäßiges Gewicht hinzuzufügen.
Hinweis zu T1100 & Laminatdesign:
Obwohl wir gelegentlich Fasern mit extrem hoher Zugfestigkeit wie Toray T1100 für spezifische Projekte mit maximalem Zugfestigkeitsbedarf einsetzen (z. B. ultraleichte Aufbauten), ist es entscheidend zu verstehen, dass die Materialwahl allein weder Leistung noch Haltbarkeit garantiert. Steifigkeit und Lebensdauer einer Felge werden in erster Linie durch das Laminatdesign bestimmt – die Dicke, Ausrichtung und Kombination der Faserlagen. Eine Felge ausschließlich aus T1100 ohne ausreichenden strukturellen Aufbau zu fertigen, kann zu übermäßiger Flexibilität oder vorzeitigen Versagensmustern wie Delamination führen. Unser Fokus liegt stets auf der optimalen Verbundstruktur und nicht auf der Vermarktung des höchstspezifizierten Fasernamens.
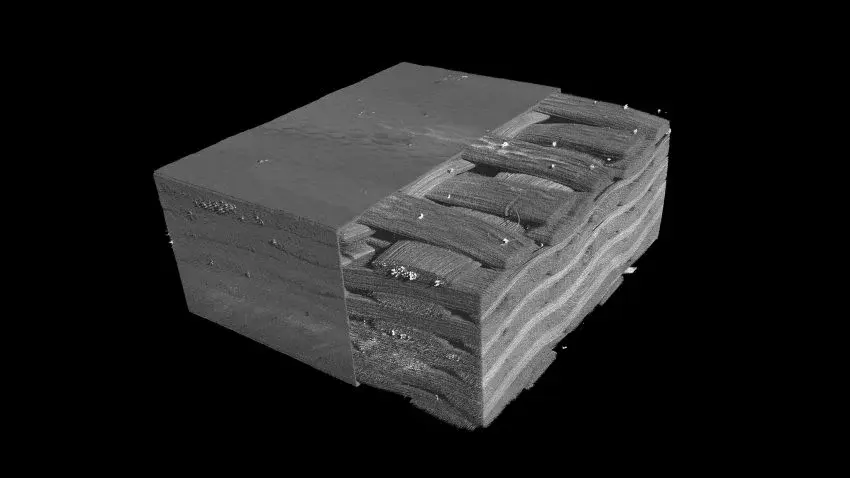
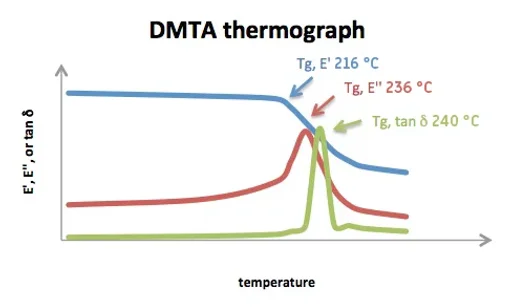
Diagramm der dynamisch-mechanisch-thermischen Analyse (DMTA), das das Verhalten des Harzes über verschiedene Temperaturen veranschaulicht.
High-Tg-Harzsystem für Höchstleistung
Für unsere Felgenbremsmodelle verwenden wir ein eigens entwickeltes Harz mit hoher Glasübergangstemperatur (Tg). Diese fortschrittliche Formulierung ist entscheidend, um dem Erweichen zu widerstehen und die mechanische Integrität selbst unter der intensiven Hitze beim langen Bremsen zu bewahren.
Unser System weist eine außergewöhnliche thermische Stabilität auf und widersteht einem erheblichen Eigenschaftsverlust bei durchschnittlichen Betriebstemperaturen von bis zu 240 °C.
Wichtig ist zu verstehen, dass Tg kein einzelner Schmelzpunkt ist, sondern ein Temperatur-*bereich*, über den das Harz von einem starren, glasartigen in einen eher gummiartigen Zustand übergeht. Dieser Übergangsbereich wird wissenschaftlich mit Methoden wie der Dynamischen Differenzkalorimetrie (DSC) und der Dynamisch-mechanisch-thermischen Analyse (DMTA) charakterisiert, wie im Diagramm dargestellt.
- Tg, E' (Beginn des Speichermoduls, ~216 °C): Zeigt den Beginn des signifikanten Steifigkeitsverlusts an.
- Tg, E'' (Verlustmodul-Spitze, ~236 °C): Stellt den Punkt der maximalen Energiedissipation während des Übergangs dar.
- Tg, tan δ (Tan-Delta-Spitze, ~240 °C): Wird häufig als primärer Tg-Wert genannt und kennzeichnet die maximale Dämpfungscharakteristik innerhalb des Übergangsbereichs.
Sicherheit & Nutzung in der Praxis
Diese hohe Tg-Eigenschaft, durch rigorose Analyse bestimmt, bietet eine entscheidende Sicherheitsreserve und sorgt dafür, dass Ihre Felgen auch im anspruchsvollen Praxiseinsatz sicher und funktionsfähig bleiben. Optimale Leistung und Sicherheit hängen jedoch stets von der Verwendung geeigneter, hochwertiger Bremsbeläge, korrekt eingestellter Bremsen und einer angemessenen Bremstechnik ab (z. B. das Vermeiden von dauerhaftem Schleifenlassen bei langen Abfahrten).
Rigorose Auswahl & Qualitätssicherung
Materialauswahlprozess
Jedes in einem Venn-Laufrad verwendete Material durchläuft einen sorgfältigen Auswahlprozess auf Basis ingenieurtechnischer Anforderungen:
- Rechnergestützte Analyse (FEA) von Lastfällen zur Identifizierung von Spannungspunkten und Optimierung der Laminatstruktur (unten visualisiert).
- Optimierung der Materialeigenschaften zur Erfüllung der Ziele für Festigkeit, Steifigkeit und Gewicht.
- Prüfung der Umweltbeständigkeit (Hitze, Feuchtigkeit, UV).
- Langzeit-Haltbarkeitsvalidierung durch Labor- und Feldtests.
- Verifizierung im Produktionsmaßstab zur Sicherstellung der Prozesskonstanz.
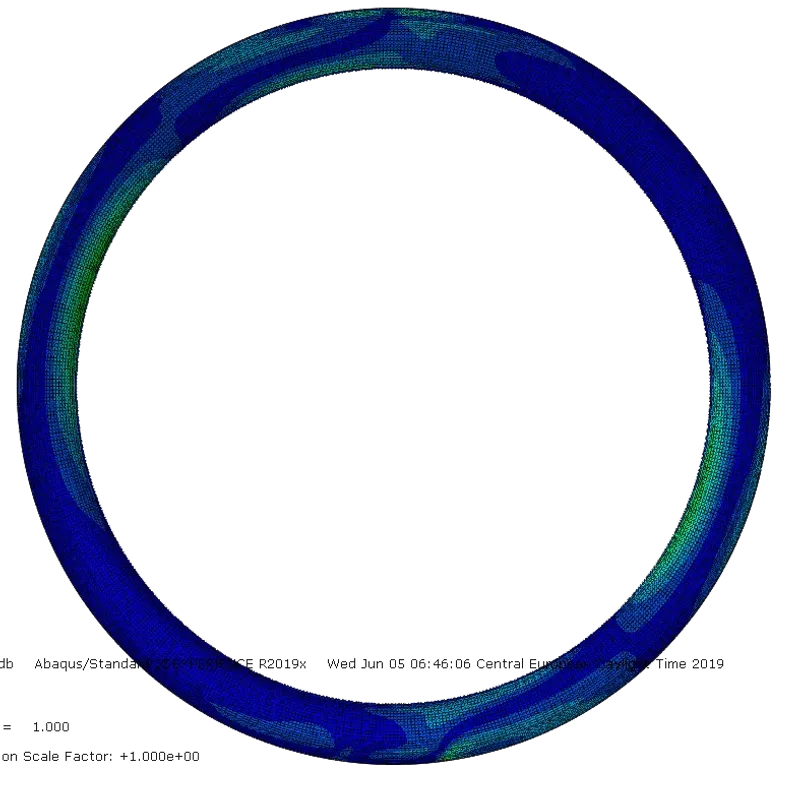
Die FEA hilft zu veranschaulichen, wie Kräfte durch die Felgenstruktur verteilt werden.
Qualitätskontrolle
Außergewöhnliche Qualität zu wahren erfordert ständige Wachsamkeit. Unsere Material-QC umfasst:
- Wareneingangsprüfung der Materialien und Verifizierung der Lieferantenzertifizierung.
- Prüfung der Prepreg-Materialeigenschaften (Harzgehalt, Fasergewicht).
- Regelmäßige Chargenprüfung und Validierung während der Produktion.
- Umweltbedingte Alterungsstudien zur Sicherstellung langfristiger Stabilität.
Rigorose QC-Prüfungen gewährleisten Materialkonstanz und Leistung.
Typische Laminatspezifikationen
Repräsentative Werte für unsere Standard-Performance-Rennradfelgenlaminate.
Durchschn. Zugfestigkeit der Faser
~5.6 GPa (Varies by fiber type)
Durchschn. Zugmodul der Faser
~290 GPa (Varies by fiber type)
Ziel-Faservolumenanteil
~65%
Maximaler Porengehalt
<0.5%